













 拷贝")



one of the best hoodies we have even seen, the quality is high quality. the sewing and stitching isrefined. My sales rep is Emma and even though she is busy she worked very hard to complete my order Emma coordinated the embroidery, drawstrings and custom labels from three different factories to create our custom hoodie. Production was complete a week and a half before schedule. shipping anddelivery is quick, We will continue to do business with this factory!!
Product was very nice quality and exact measurements we asked for, They really pay attention to what your requests and nail them spot on. We made mistake with logo file type but Sin handled it very professionally. Thank you guys.
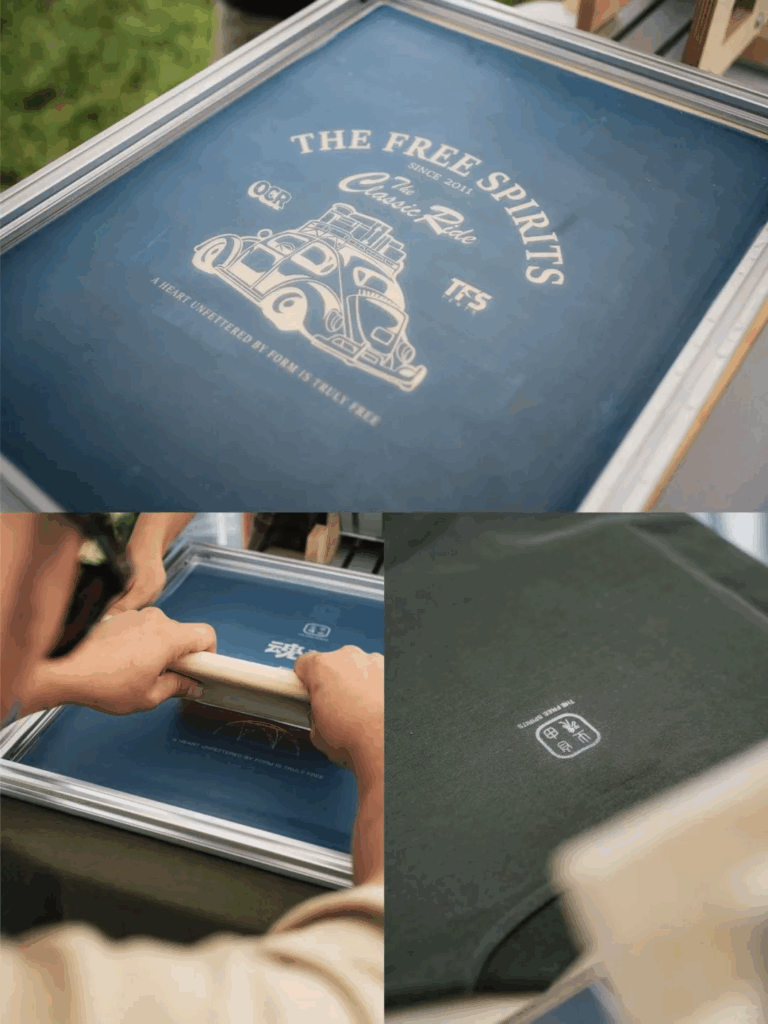
shirt is great quality !! feels like AScolour and Rue Porter had a baby ha haaa screen printing puff print
went crazy ! communication was great too !

the quality was way better than expected.. it was super heavyweight and very warm!if your looking for hoodies this is the place to be. They fit normal size "US sizing" and they are unisex too. Which is good overall l like what i got and i will definitely be coming back in the future. i would recommend this vendor if you ask me. Good job guys and thank you for comin, i can't wait to place my bulk order! !

What really sets ChengLin apart is their excellent customer service. l had a few problems during the design and customization process, and their support team was responsive and helpful. They guide my choices, provide valuable advice, and ensure that my vision is executed perfectly.Well made, nice material. The product quality is very good, the process details are done in place, we will reach an annual cooperation.

The hoodie came out amazing!
Better than I've imagined.
Do not hesitate to do business with them!!
Their quality is amazing and the screen printing is even better.
Thank you again friends!!
This manufacturer is worth buying. Tesla Luo was very helpful. Good puff printing and good embroidery!Amazing quality and service, Definitely worth buying, The hoodie was thick & very soft. Shipping was faster than l expected!Came out really nice quality is actually better than i expected will be come again!

Very well communicated, the sales rep Emma is very helpful with all your needs.
They have every weight of fabric your heart could desire and listen to all your measurements no matter what they are.
Very good quality and service all round.

very fast delivery. Outstanding quality of the tshirt. Good Communication. really happy with everything

Very well communicated, the sales rep Emma is very helpful with all your needs. They have every weight of fabric your heart could desire and listen to all your measurements no matter what they are. Very good quality and service all round.
